

 全國銷售熱線:400-086-0510
全國銷售熱線:400-086-0510
熒光法溶解氧傳感器在啤酒廠的應用
ORBISPHERE M1100熒光法溶解氧傳感器于2007年9月安裝在嘉士伯集團位于瑞士的某啤酒廠。嘉士伯集團是世界第四大釀酒集團,主要業務為啤酒和軟飲料的生產與銷售。至從安裝以后,在每日CIP清洗模式下,傳感器在測量頻率為2秒左右的狀態下連續運行18個月保持準確測量。
現場應用情況:M1100傳感器被安裝在一條直徑為60 mm產量為100 L/h的生產線上,見圖1,被測樣品包括溫度為8 °C、溶解氧濃度小于20 ppb的啤酒,和溫度為7 °C、溶解氧濃度為100~200 ppb的啤酒和糖漿混合物。

圖1 M1100 現場安裝示意圖
為了證明測量數據的有效性,同時在相同點位又安裝了一臺ORBISPHERE A1100電化學傳感器,來進行數據比對(在過去十多年里, A1100電化學傳感器一直被應用在釀酒領域里溶解氧濃度的檢測)。生產線采用每日CIP清洗模式,包括熱堿和熱酸循環清洗,然后是熱水沖洗。
在每日CIP清洗模式下,M1100傳感器與A1100傳感器之間30天的偏移值小于1 ppb,6個月的偏移值小于6 ppb。如果CIP清洗模式是每周清洗,30天的漂移值會小于0.5 ppb,6個月的漂移值會小于3 ppb。
M1100傳感器的響應速度與A1100傳感器相一致,與A1100傳感器不同的是,M1100傳感器在測量過程中能夠不受壓力沖擊和流量變化,見圖2和圖3。
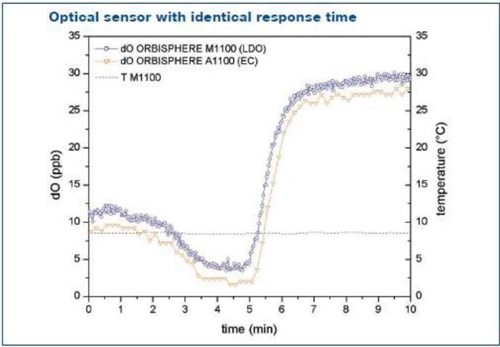
圖2 M1100 熒光法傳感器的測量表現
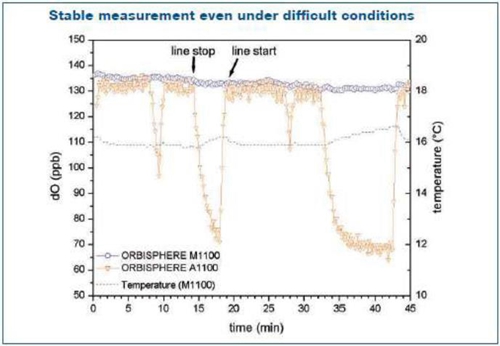
圖3 M1100和A1100的測量對比
Orbisphere M1100 熒光法溶解氧傳感器除了用于啤酒中溶解氧濃度的監測,還可以在軟飲料和瓶裝水廠對脫氧水進行溶解氧的測量,控制溶解氧濃度對于啤酒和飲料制造商來說至關重要,可以較大限度延長產品保質期。M1100傳感器具有偏差小,響應迅速,在很長的校準間隔期間保持良好的穩定性。
M1100 傳感器的精度為0.8 ppb,檢測限為0.6 ppb,準確的測量值對于啤酒生產中的微量溶解氧控制、減少生產線不必要的啟停以及增加生產的正常運行時間都非常重要。由于采用的是熒光法測量技術,沒有膜和電解液,意味著傳感器的精度不受過程變化或壓力沖擊的影響,從而降低了維護和運行成本。
引用資料原文鏈接:http://www.hach.com.cn/case/orbispherem1100



- 聯系我們
-
- 全國統一服務熱線
400-086-0510- 企業郵箱
251677379@qq.com - 全國統一服務熱線

